
新聞資訊
2205雙相不銹鋼的焊接工藝要點
2022-11-30
焊接過程是一個快速加熱與快速冷卻的熱循環過程。焊接接頭的組織可以分為三個部分:熔合區、熱影響區和母材。雙相不銹鋼的熔合區為鑄態組織,屬于鐵素體凝固模式,一次凝固相為單相鐵素體。焊接接頭的熱影響區根據距離焊縫熔池距離不同可分為高溫熱影響區和中低溫熱影響區。高溫熱影響區幾乎為單相鐵素體組織,高溫熱影響區的兩相比例一方面取決于鋼的化學成分,另一方面取決于焊接熱輸入、冷卻速度度等因素。中低溫熱影響區基本上處于兩相平衡區,在冷速較慢的情況下,可能會產生金屬間析出相。熱影響區晶粗大且易于產生析出相,大大降低了材料的沖擊性能和點蝕性能。
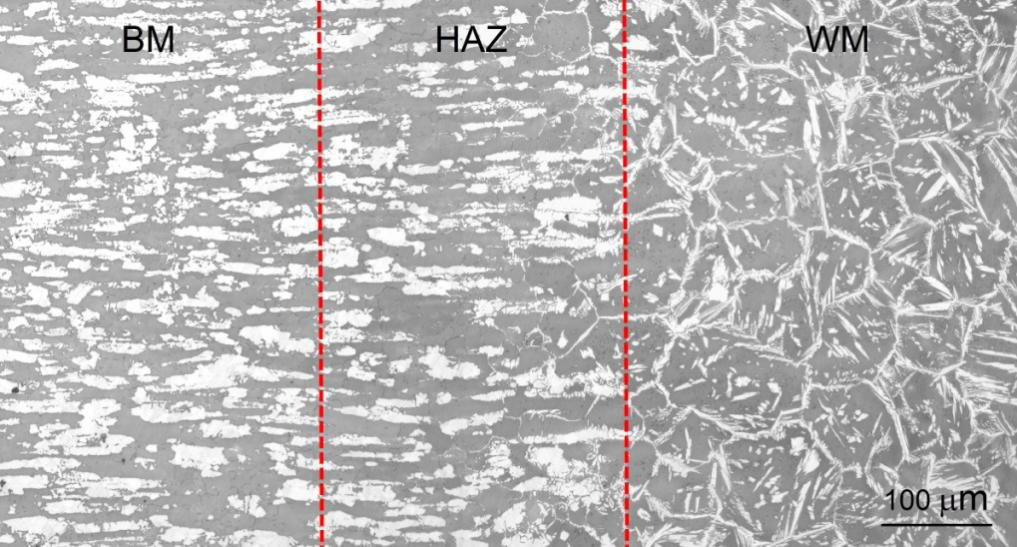
焊接接頭不同區域的金相組織
焊接熱輸入應控制在0.70-1.68kJ/mm范圍內,隨著焊接熱輸入的增加,焊縫熔合區的晶粒變大,鐵素體含量減小,主要原因是在熱輸入較大的情況下,焊縫熔合區的鐵素體有更多的時間轉變為奧氏體。焊接熱輸入對焊接試樣的抗拉強度和延伸率影響較小,但對焊接接頭的腐蝕性能影響較大,隨著焊接熱輸入的增加,點蝕電位逐漸升高,晶間腐蝕再活化率逐漸減小,焊接接頭的腐蝕速率逐漸減低,這歸因于焊接區域穩定和平衡的兩相組織。
熱影響區由于焊接循環熱的作用,發生了輕微敏化,而母材和熔合區未發生敏化。由于熱影響區發生了輕微敏化,所以其鈍化膜的穩定性、耐點蝕性能和再鈍化能力都是最差的。對比母材和熔合區,由于熔合區的鐵素體含量較高,其耐點蝕能力稍差于母材,但差別不顯著。